
Os profissionais do segmento de Metrologia & Calibração estão buscando sempre aperfeiçoar conhecimentos nos assuntos referentes a Calibração nas Grandezas de Pressão & Temperatura. Além do entendimento dos processos de Validação de Sistemas Computadorizados e Validação de métodos e cálculos. Executar de forma correta e assertiva as calibrações nas grandezas de pressão e temperatura, realizar de forma correta análise crítica de certificados de calibração e muitos outros assuntos referentes ao tema e que são importantes ao dia a dia dos técnicos.
Faremos aqui discussões sobre as normas e conceitos envolvidos nas calibrações de temperatura. A utilização dos Probes de temperatura, os processos de calibração de um Probe Standard, CVD e ITS90. Discussão sobre as diferenças entre os modelos de banhos térmicos TE / T / TA. Utilização do Probe interno e/ou Probe externo. Também desejamos abordar conceitos básicos de pressão, termos técnicos e conceitos do V.I.M – Vocabulário Internacional de Metrologia aplicados ao cotidiano das calibrações de pressão.
Aqui desejamos propagar as experiências práticas dos usuários, discutidas e explicadas em mais de 20 Webinars realizados, mais de 40 horas de aulas online com a participação de mais de 1.000 profissionais entre técnicos, engenheiros e gestores de Metrologia. Procuramos facilitar o entendimento dos assuntos, além de apresentar exemplos práticos e objetivos. Esperamos propiciar um aumento de KnowHow quando o tema for Metrologia & Calibração.
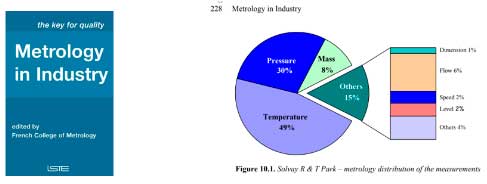
A calibração de temperatura abrange em média 50% das calibrações realizadas em uma indústria. Muitos processos de fabricação utilizam a temperatura para modificar as características do produto.

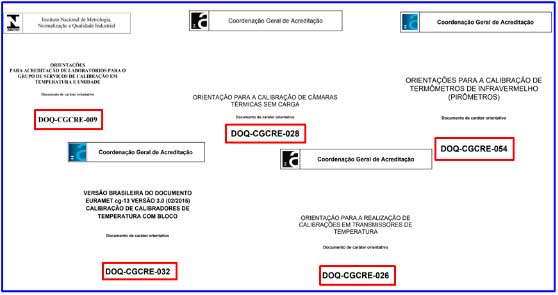
Existem vários documentos orientativos no site do INMETRO que darão bases técnicas e conceituais para criação de procedimentos de calibração e auxiliarão no entendimento do “por quê?! “temos e devemos fazer certas ações.
Cada etapa de trabalho ou método a ser utilizado trará ganhos de informação e eficiência na implementação das soluções metrológicas e na avaliação das conformidades. Devemos sempre entender que “A Metrologia engloba todos os aspectos técnicos e práticos da medição, qualquer que seja a incerteza de medição e o campo da aplicação” como descrito no V.I.M.
Diferenças na Calibração de Temperatura em Campo & Laboratório
A calibração de temperatura em campo ou calibração de temperatura “industrial” aplica-se aos sensores sendo calibrados fora do ambiente laboratorial. Utilizando-se de Blocos secos que proporcionam temperaturas estáveis, com dispositivos de leitura e padrões que podem fornecer temperaturas de referência diretamente nos banhos térmicos. Normalmente com incerteza típica na faixa de 5 °C ~ 0,5 °C.
A calibração de temperatura em ambiente de laboratório (secundária) refere-se à calibração de Pt-100 de referência e/ou de termopares com metais nobres. Os banhos de temperatura com maiores uniformidades e estabilidades, assim como os banhos secos horizontais, são usados juntamente com os padrões de referência e dispositivos de leitura de alta precisão. Este tipo de sistema pode ter incerteza típica na faixa de 0,5 °C ~ 0,03 °C.

A calibração de temperatura primária utiliza células de ponto fixo, como a de ponto triplo da água, que permitem obter temperaturas extremamente precisas, normalmente em um contexto laboratorial. Esses sistemas são usados para calibrar Probe Padrão Primário e Termopar de metais nobres, podendo atingir incerteza típica de 0,03 °C ~ 0,01 °C.
Calibração de Probes Temperatura
Por comparação em meio homogêneo seco, com certificado contendo o erro do sensor separado com a incerteza típica de +/-0,1°C @ -38°C a +/-0,3°C @ 420°C. Esta é a certificação mais básica. (Industrial).
Por comparação em meio homogêneo líquido, com certificado contendo o erro do sensor separado com a incerteza típica de +/- 0,08°C @ -38°C a +/- 0,08°C @ 420°C. Esta é a mais indicada para calibrar Probe industrial.
Por comparação em meio homogêneo líquido, com certificado contendo levantamento de curva CVD para cancelamento do erro do sensor com a incerteza típica de +/- 0,08°C @ -38°C a +/- 0,08°C @ 420°C. Esta é a mais indicada para calibração conjunto Probe + Calibrador.
Por comparação em meio homogêneo líquido & célula de ponto fixo, com certificado contendo levantamento de curva ITS 90 para cancelamento do erro do sensor com a incerteza típica de +/- 0,02°C @ -38°C a +/- 0,03°C @ 420°C. Esta é a mais indicada para calibração conjunto Probe + ST 501.
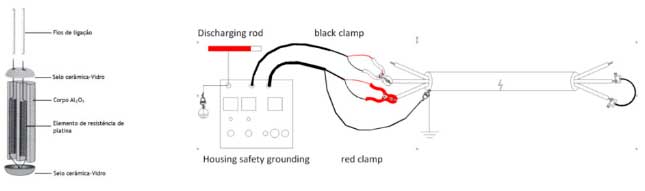
Com relação a sensor de temperatura, no momento de uma calibração RBC, devemos seguir alguns requerimentos. Um sensor tipo Pt-100 ou termopar, que apresenta baixa isolação, conforme a norma ASTM E-608 e E1137M-04 [a resistência de isolação mínima em temperatura de 25°C deve ser maior que 100 Mohms], o resultado desta medição sendo inferior a 100 Mohms para termorresistência / termopares, impossibilita a execução do serviço de calibração RBC.
Ao gerar uma alta tensão de prova, da ordem de 500 volts, ele pode detectar fugas muito pequenas, mesmo as responsáveis por resistências de muitos “mega”.

O uso de esferas é um mecanismo para NÃO INTERROMPER os trabalhos. Não substitui o insert sólido ou o uso com Líquido Agitado.
O insert para Líquido Agitado – Como o próprio no nome diz, agitado. Nada de colocar líquidos em inserts SEM agitação, pois não cria “vortex” para homogeneidade do líquido.
Ponto Triplo da água – A única combinação de pressão e temperatura na qual os três estados físicos da água, isto é, sólido (gelo), gasoso (vapor) e líquido, podem coexistir em equilíbrio estável ocorre exatamente quando a temperatura é de 273,16 kelvins (0,01 °C) e a pressão é de 611,73 pascals (cerca de 0,006 bar; 0.0060373 atm).

Diferenças entre os Banhos Térmicos das Linhas TE / T / TA
A Linha TE é uma linha econômica de banhos térmicos que possui um calibrador incorporado para ler os sinais dos sensores em calibração. > Econômica
A Linha T além das funções anteriores, possui a entrada de Probe externo para auxiliar na eliminação dos efeitos de carga e um display vácuo fluorescente. > Convencional
A Linha TA é uma linha avançada de banhos térmicos que possui todas as funcionalidades expostas acima, com um display Touch Screen e diversos módulos funcionais como: data logger, tarefas e configurador Hart. > Metrologia 4.0

Grupos dos Medidores de Pressão
Os medidores fundamentais quando apresentam qualquer problema do seu funcionamento, sinalizam imediatamente que não estão em condições de realizar corretamente a medição.
Os instrumentos do grupo de medição indireta diferentemente dos medidores fundamentais, indireto mesmo que calibrados, quando estão sujeitos a algum problema de funcionamento que comprometa a sua medida, pelo seu princípio, não sinalizam de forma imediata que não estão em condições adequadas para realizar a medição correta.
Consequentemente, durante a utilização deste grupo de instrumentos ocorrem erros de medição que somente serão percebidos quando o instrumento for novamente calibrado. Para que esta situação não ocorra, deve ser estabelecido um procedimento de verificação dos medidores entre medições sucessivas, objetivando evidenciar a confiabilidade metrológica das medições realizadas por estes tipos de instrumentos.
Princípio de funcionamento do transdutor/transmissor
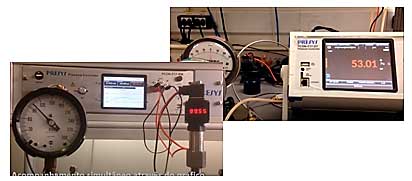
Os transdutores de pressão são medidores indiretos onde a deformação mecânica de um elemento elástico proveniente da pressão aplicada, é convertida em um sinal analógico elétrico de saída proporcional. O sinal de saída pode ser: uma tensão, uma corrente ou uma frequência. Os transdutores de pressão necessitam de uma fonte de alimentação contínua estabilizada conforme a incerteza da sua medição esperada de pressão.
 Caso o sinal de saída passe por um amplificador e condicionador de sinal, o medidor deve ser denominado de transmissor de pressão.
Caso o sinal de saída passe por um amplificador e condicionador de sinal, o medidor deve ser denominado de transmissor de pressão.
O sinal de saída de um transmissor de pressão pode ser: uma tensão (0 a 5V; 0 a 10 V; …), uma corrente (4 a 20 mA; …), uma frequência ou um formato de dados digital (RS 232; …).
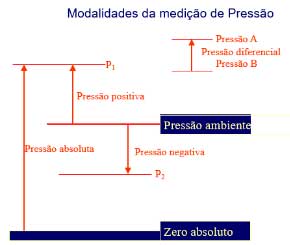
Medida de pressão Absoluta X Manométrica
Pressão manométrica é definida como a diferença entre uma pressão absoluta (Pabs) e a pressão atmosférica predominante (Pamb). Utiliza-se o subscrito “e”: Pe é calculado da seguinte forma: Pe = Pabs – Pamb.
Pressão absoluta é relativa à pressão zero no espaço vazio, sem ar do universo. Esta pressão de referência é o vácuo ideal ou absoluto. Utiliza-se o subscrito “abs”: Pabs.
Podemos dizer que uma medição de pressão manométrica, é sempre a diferença da pressão ambiente no momento que é medida, porém, esta pressão muda com o tempo e a altura acima do nível do mar. Já uma medida de pressão absoluta mede a diferença do vácuo ideal ou absoluto, por isso esta medida é independente de influências ambientais tais como o tempo ou a altitude.

Transformação Digital pode ser definida como um fenômeno que incorpora o uso da tecnologia digital às soluções de problemas tradicionais.
É uma mudança estrutural nas organizações dando um papel essencial para a tecnologia.
A Transformação Digital, NÃO tem a ver só com tecnologia, tem a ver também com Estratégia, Cultura e Novas maneiras do pensar. Exige mudanças nas pessoas, na cultura e quebrar paradigmas internos.
A digitalização das operações de calibração, é o caminho que as indústrias precisam tomar para chegar à Transformação Digital. A digitalização é o modo e a Transformação é o produto final. Redução de custos usando a tecnologia para gerar mais ações visando dar mais eficiência aos processos, além de aumentar a qualidade nas ações de calibração. Diminuição do retrabalho e aumento da produtividade porque as tarefas digitais são econômicas e focadas na calibração simplificando os fluxos de trabalho.
Incerteza da Medida e Validação
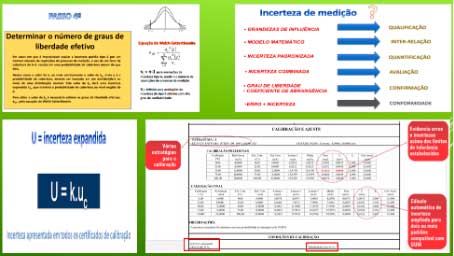
A incerteza da medida é baseada na análise estatística das leituras obtidas durante a calibração (Incerteza do Tipo A) e por outros meios que não são baseados nas medições (Incerteza do Tipo B).
Quando são combinadas várias incertezas é necessário saber qual o número de graus de liberdade efetivo que deve ser considerado na calibração para o cálculo da incerteza da medida. Isto é obtido através da fórmula de Welch-Satterthwaite.
Incerteza da medida é a Grandeza definindo um intervalo em torno do resultado de uma medição com o qual se espera abranger uma grande fração P da distribuição de probabilidade, e P é a probabilidade de abrangência ou nível de confiança do intervalo.
A malha é uma combinação de dois ou mais instrumentos conectados de modo que o sinal passa de um para o outro com a finalidade de realizar uma medição. A avaliação metrológica da malha pode ser feita por dois caminhos. O primeiro consiste na calibração da malha, onde a malha como um todo é tratada como um instrumento injetando um sinal padrão no início da malha e lendo a saída ou indicação do último instrumento da malha. Neste modo todos os instrumentos devem estar interligados e funcionando de modo a realizar a calibração. O segundo caminho consiste em utilizar os parâmetros da calibração de cada tag da malha (incertezas e erros) e utilizar o método de propagação de incertezas para estimar qual seria o erro e incerteza da malha.
VSC – Validação Sistema Computadorizado
A validação comprova de maneira documental que um sistema de calibração atende as necessidades do cliente e as especificações definidas pelo fabricante.
Esta validação é exigida por normas regulatórias como FDA 21 CFR Part. – 11 aplicadas à indústria farmacêutica e alimentícias, mas que pode ser aplicada a qualquer empresa que deseja ter evidências do correto funcionamento do sistema de calibração.
A criação de uma documentação de validação exige certos conhecimentos da área de validação, das normas regulatórias e do sistema de calibração que está sendo utilizado.
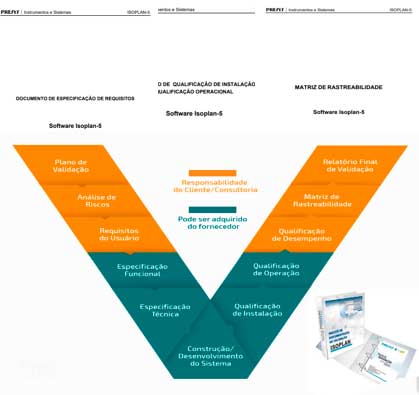
Um pacote de validação formado por um conjunto de documentos necessários para validar o software Isoplan® segundo as recomendações do GAMP (GoodAutomated Manufacturing Practice). O pacote de validação consiste dos seguintes documentos. Plano de validação, especificação técnica, funcional, especificação dos requisitos de usuário, análise de riscos, matriz de rastreabilidade, qualificação da instalação (IQ), qualificação da operação (OQ), qualificação da performance (PQ).
Principais vantagens da Validação e o Entendimento dos Cálculos
Garantir a integridade dos dados no processo produtivo, além de assegurar a melhora da qualidade dos produtos finais, irá viabilizar o uso de todos os recursos automáticos disponíveis no sistema, permitindo que a equipe técnica seja detentora de conhecimento avançado sobre os sistemas estudados. Evitará a perda do conhecimento numa eventual saída dos profissionais da empresa, diminuindo riscos aos negócios, além de otimização e a utilização dos sistemas informatizados, permitindo maior automatização dos processos e aumentando a confiabilidade. Direcionar a equipe para ações necessárias com base em risco, diminuindo o tempo de parada de produção, e consequentemente diminuindo perdas, e gerando dados registrados mais confiáveis, minimizando erros operacionais.Aprofundar os conhecimentos sobre Metrologia a partir das diversas concepções, reconhecendo suas implicações teóricas e metodológicas para aplicação na indústria e no ambiente acadêmico. Exercitar normas científicas na elaboração de trabalhos acadêmicos tais como: projeto de pesquisa, artigo acadêmico, monografia, entre outros. Manter equipes fortes e inovadoras em um ambiente em constante mudança e com o surgimento de tecnologias cada vez mais disruptivas.